
Technique et calcul de ressorts
Les choses indispensables à savoir pour concevoir un ressort.
Fort de 90 ans d’expérience dans l’étude de ressorts sur plans et spécifications pour différentes industries, Ressorts Masselin souhaite donner l’opportunité d’éviter certains écueils fréquents aux techniciens et ingénieurs qui les conçoivent et les mettent en plans.
La connaissance des différents points ci-dessous permettrait d’éviter des réserves sur les devis du fabricant, des itérations de prototypes supplémentaires, des non conformités, une mauvaise optimisation du prix ou des performances, des indiçages de plans, des incompréhensions, des contre-temps, bref, cela permettrait des économies.
Note : Certaines explications et notations s’appuient sur le ressort de compression hélicoïdal, mais les principes de base s’appliquent à tous les types de ressorts.
Ces exigences sont aussi souvent en déphasage avec le marché : normes obsolètes sans équivalence, nuances abandonnées par les aciéries, dimensions hors standards, imposition de marques commerciales des années 70...
• Exemple 1 : Pour une même nuance, une barre recuite n’aura rien à voir avec un fil fortement écroui pour ressort en termes de Rm. • Exemple 2 : L’annexe D (informative) de l’EN 10089 fixe des traitements thermiques avec les caractéristiques mécaniques correspondantes à obtenir. Le but est ici de s’assurer de la bonne réponse des aciers au traitement thermique (via éprouvettes), pas d’être imposés aux produits qui sont alors « bridés » ! Ils étaient autrefois appelés « traitement de référence » dans la NF A 35-571 qui a précédé. • Exemple 3 : avec les essais de traction des fils : les éprouvettes sont en pleine section (sans usinage). Il est alors difficile voire impossible de mesurer les Rp0.2 et A%. Ces dernières caractéristiques NE SONT PAS COUVERTES par les normes de fils ressorts. Des essais alternatifs et spécifiques aux fils, dits essais « technologiques » (d’enroulement, de torsion…) sont prévus mais couvrent davantage les besoins des ressortiers que ceux des utilisateurs finaux.
A savoir : pour la plupart des nuances bases nickel, cuivre, titane et cobalt utilisées en fils ressort, il n’existe pas de norme (ISO, EN, AMS, ASTM…) à laquelle se référer à 100% pour un « usage ressort ».
• b. Dans le 2ème cas la machine sera pilotée pour aller directement à la hauteur L1 voulue, après quoi la charge F1 obtenue sera contrôlée.
Bien souvent c’est le cas b) qui reflète le besoin fonctionnel des clients. Le plan ne doit pas laisser d’ambiguïté sur ce point.
Le cas a) est un cas particulier qui se présente généralement lorsque la (ou les) position de travail est purement relative et n’est pas connue avec précision par avance (en raison d’un tarage au montage par exemple). En raison d’un défaut de linéarité des ressorts près de leur position à l’état libre (défaut d’équerrage, spire terminale « décollée »…), il n’est pas judicieux de partir de la L0 réelle. Il est par exemple possible de demander un contrôle à partir d’une charge donnée avant d’effectuer une course donnée et enfin de contrôler Fx.
Explications :
• Si le plan du ressort comporte juste assez de côtes tolérancées pour être complètement défini et maitrisé dimensionnellement (i.e. design « isostatique »), alors les caractéristiques de charges/raideur réelles produites ne pourront qu’être constatées. Nous appelons ça : « un plan aux cotes ».
Les écarts possibles sur ces caractéristiques prévues correspondront principalement aux écarts aux dimensions nominales. L’étendue des caractéristiques de charges observables sera donc fonction des tolérances dimensionnelles. Par exemple : pour un fil spécifié à Ø2±0.02, si un lot acheté se mesure à Ø2.01mm, alors cela produira environ +2% d’écart sur la raideur, et les charges prévues.
• Si maintenant on y surimpose une(des) tolérances sur caractéristique(s) de charges/raideur, alors le design devient « hyperstatique ». Certes, les formules théoriques permettent d’établir un lien cohérent entre dimensionnel et caractéristiques de charges, mais
o d’une, c’est une théorie simplifiée, o de deux, le choix des tolérances dimensionnelles est en pratique décorrélé de celui des tolérances sur les charges/raideur. Les normes fournissant des guides pour le choix des tolérances ne peuvent intégrer cette cohérence.
Il y a donc de grandes chances qu’un tel plan fixe des éléments plus ou moins contradictoires entre eux. Cela peut conduire jusqu’à l’impossibilité physique de produire les ressorts voulus…
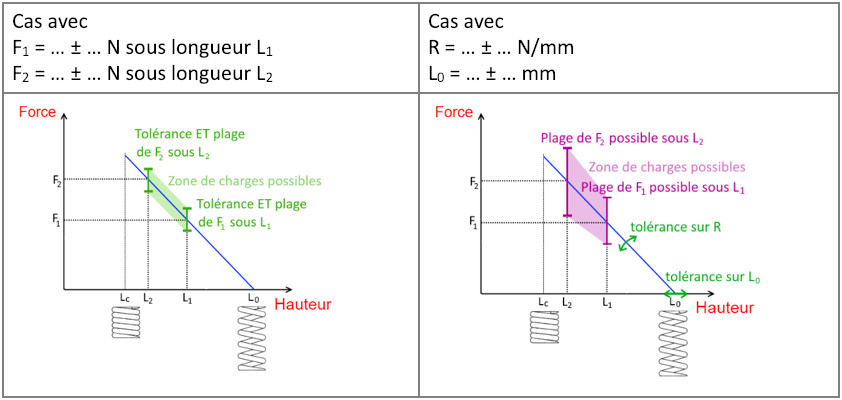
→ Il est donc nécessaire de laisser un(des) paramètre(s) d’ajustement (cf. illustration ci-dessus), c’est-à-dire de laisser une(des) cotes non tolérancée(s), ou avec une tolérance « large ». Typiquement, le nombre de spires utiles « n » (ou totales « nt ») ne doit pas être tolérancé. Il n’est pas fonctionnel (et est accessoirement délicat à contrôler).
Exception 1 : si on souhaite acheter un ressort « aux cotes »
Exception 2 : certains ressorts de torsion cylindriques.
(1)EN 15800 « Ressorts cylindriques hélicoïdaux en fils ronds – Prescriptions de qualité des ressorts de compression façonnés à froid » limitée notamment aux fils de Ø16mm maximum.

• b. La courbe caractéristique force vs flèche présente des défauts de linéarité, lesquels sont plus prononcés au voisinage de l’état libre, et pour le ressort de compression également près de la hauteur à spires jointives.
• c. La L0 n’est pas fonctionnelle. Tout au plus, un maximum peut être fixé si nécessaire pour des questions de montabilité.
Dans la grande majorité des cas, il vaut mieux spécifier F1 = … ± … N sous longueur L1, et F2 = … ± … N sous longueur L2 (voir tableau ci-dessous). Les tolérances qui sont ainsi affectées réduisent significativement l’incertitude sur les charges réelles du ressort aux deux positions associées, mais également entre deux. Se référer à l’EN15800 pour déterminer ces tolérances.
Celles dites « de forgeage » ou « de chaudronnerie » pourront éventuellement convenir. Autrement, nous recommandons :
• Pour les ressorts enroulés à froid, la NF EN 15800 pour les ressorts de compression, et les anciennes DIN 2097 et DIN 2194 respectivement pour les ressorts de traction et torsion. Pour toutes ces normes, n’oubliez pas de spécifier le degré de qualité 1, 2 ou 3 • Pour les ressorts à chaud, la DIN 2096-1 (deux qualités selon les barres utilisées) ou la BS-17-26-1 (deux degrés de qualité)
Dans l’idée, le degré de qualité 1 est réservé à des applications qui justifient techniquement un budget élevé pour le ressort, et pour un domaine dimensionnel plus restreint. Ce degré de qualité 1 est pourtant souvent utilisé sans questionnement comme standard par de nombreux dessinateurs/concepteurs dans les industries de pointe.
a. La rupture
Sauf défauts de fabrication, elle ne se produit généralement qu’en fatigue « pure », à plus de 10 000 cycles. La fatigue oligocyclique (faible nombre de cycles et contraintes proches de Re) s’observe peu car c’est alors la relaxation qui pose problème avant, ou l’opération de préconformation (voir point 12) qui se révèle problématique. NB : Les durées de vie indiquées sur les plans sont interprétées comme étant indicatives. Il convient éventuellement de prévoir/imposer des essais de fatigue et leurs modalités d’application.
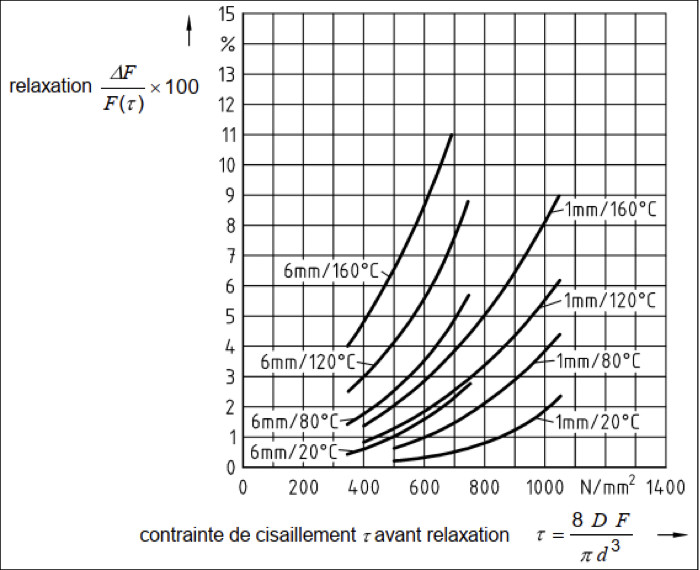
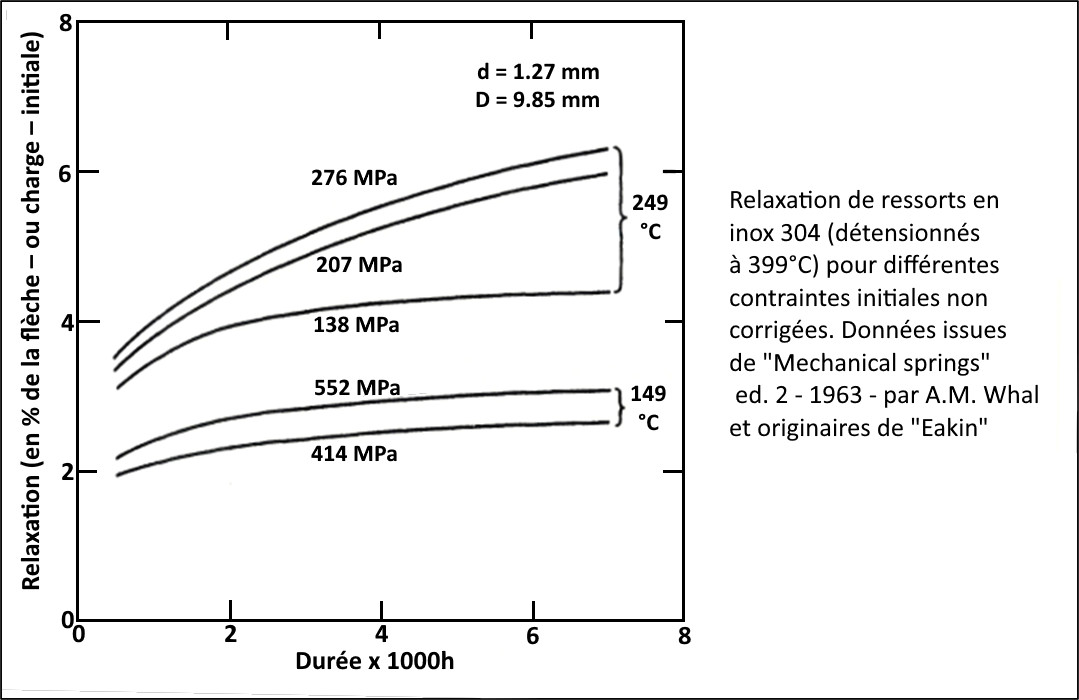
b. Une relaxation (ou un fluage) excessive, c’est-à-dire des charge(s) devenue(s) trop faible(s) au fil du temps. Le ressort plastifie dans le temps, sa hauteur libre baisse irréversiblement, et donc les charges aussi (mais pas ou très peu la raideur ). Pour apprécier une relaxation il faut connaitre le(s) trio(s) :
• contrainte, • durée sous contrainte, • température d’exposition à cette contrainte,
Puis il faut se référer à des courbes de relaxation/fluage (trop rares ou imprécises malheureusement). Attention, les contraintes peuvent être corrigées(2) ou non, et les graphs ne le précisent pas toujours. L’Anglosphère emploie majoritairement la contrainte corrigée.
(2)Un facteur k est employé dans certains cas pour corriger les simplifications que comportent les formules de calculs usuelles en ce qui concerne la géométrie des ressorts (fil courbé et non droit). Voir notamment l’EN 13906-1 §7 pour le ressort de compression qui propose de corriger τ pour les calculs dynamiques uniquement, avec k=(D/d+0.5)/(D/d-0.75) selon Bergsträsser.
• a. Mécanique 1 : le module d’élasticité (noté « E », ou « G » pour celui de cisaillement) évolue (de façon réversible) avec la température. Si la température ↑ alors G ↓, et réciproquement. Rappelons que les charges sont proportionnelles au module. Et cette évolution de module est elle-même à peu près proportionnelle à la variation de température dans les plages auxquelles sont utilisés les matériaux pour ressorts.
NB : les charges tolérancées sur les plans doivent se rapporter malgré tout à la température ambiante (par équivalence).
• b. Mécanique 2 : la relaxation (ou le fluage) : voir point 8.b ci-dessus
• c. Chimique : attention, la corrosion peut être fortement accélérée par une hausse de température.
• a. Un ressort de compression (son Ø) « gonfle » sous charge . • b. Un ressort de compression flambe, ou du moins subit toujours un déport latéral de ses spires (lequel est variable au cours de la course du ressort) • c. Un ressort de torsion cylindrique « se resserre » sous couple (ou « gonfle » s’il est sollicité en sens non conventionnel) • d. Un ressort hélicoïdal n’est « cylindrique » que sur la CAO, pas dans la réalité, et encore moins sous charge. • e. Liste non exhaustive…
Ajoutez à ces phénomènes – plus ou moins ardus à anticiper – les tolérances de fabrication des ressorts, et vous comprendrez que ce point mérite une attention particulière et souvent l’avis du ressortier.
Le mode de contrôle associé est donc également un point d’attention : le pied à coulisse n’est pas le meilleur outil pour contrôler un Ø extérieur et encore moins un Ø intérieur de ressort hélicoïdal. Pour des exigences « serrées » on peut alors penser par exemple aux calibres type « tampon » ou bagues, ou encore aux axes et tubes pour inclure le défaut de forme au contrôle. Certains contrôles peuvent même être effectués sous charge.
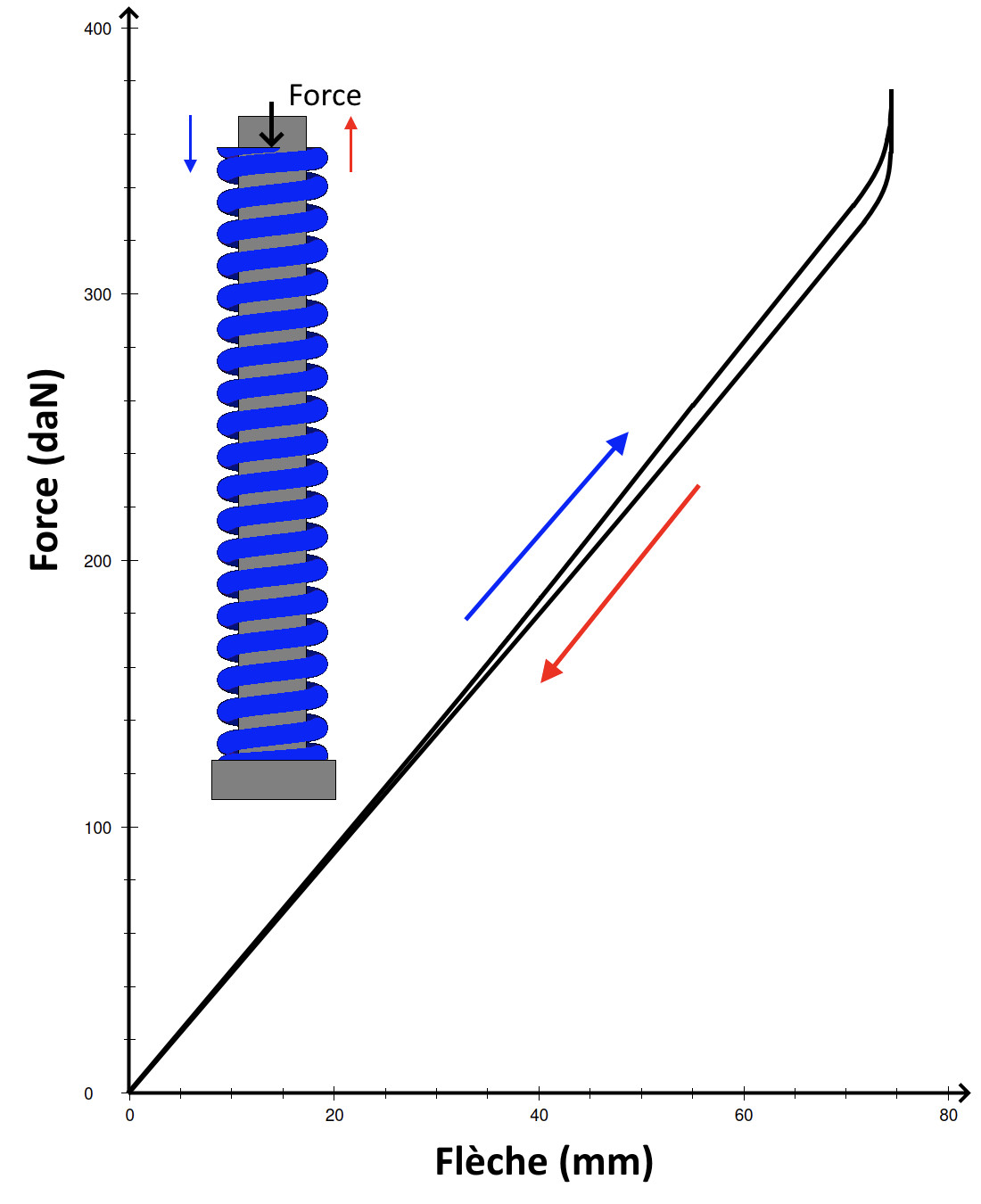
Il en découle une différence de charge (hystérésis) à même position, selon le sens de chargement considéré : « à la charge ou à la décharge », « à l’aller ou au retour » …
Sauf indication contraire, les charges sont contrôlées sans lubrification, en charges croissantes (i.e. « au chargement »), et si nécessaire pour la sécurité des opérateurs : avec un axe central dans les cas de ressorts susceptibles d’être éjectés pendant le contrôle.
Il n’est pas nécessaire de maitriser ce sujet pour faire le plan d’un ressort, mais en comprendre le sens peut permettre d’éviter des confusions et incompréhensions.
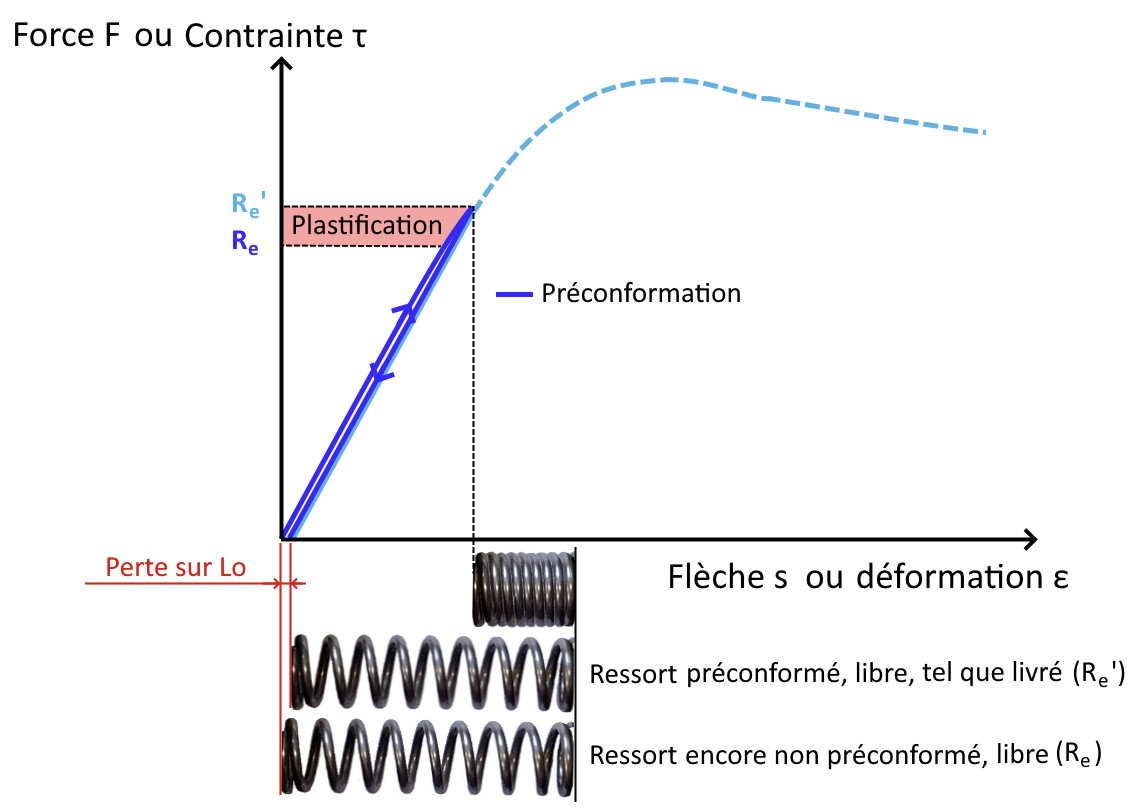
Définition de la préconformation : opération de fabrication qui consiste à solliciter en usine un ressort au-delà de son utilisation maximale prévue et future. Pour le ressort de compression, c’est une compression jusqu’à spires jointives (« blocage ») sauf exception. Le ressort ne retrouve alors pas sa dimension initiale (ou alors l’opération ne présente pas d’intérêt) et le fabricant de ressorts anticipe donc cette déformation.
Avantages :
• Meilleure stabilité de charge (moins de relaxation/fluage)
• Plus grande capacité de charges qu’un ressort non préconformé/non préconformable
• Durée de vie augmentée
Pour des applications complexes ou de hautes performances/qualité, la relation de partenariat avec le ressortier est indispensable pour se montrer performant, tant sur le coût que les caractéristiques techniques.

Haut de page